← EB TECHNOLOGY →
Electron Beam welding is a vital technology in many industries. Many times electron beam welding is the only technology for satisfactory welding result.
Whether distortion of metals during the process is your criteria or more economical manufacturing, electron beam welding might be the solution you are looking for. Developers can now use special metals in particular combinations, fully profiting from advantages the electron beam welding process offers over other joining methods.
Many industries have discovered the electron beam welding process and have integrated systems into their most developed and critical parts manufacture. Industries like aerospace, defense, automotive, medical and oil & gas…
Benefits
EB welding offers superior welding on a wide variety of components from very small electronic devices up to turbine housings that are several inches thick.
Wide power range: Welds from 0.001” to 1” +
Low heat input: Typically 1/10th of other methods
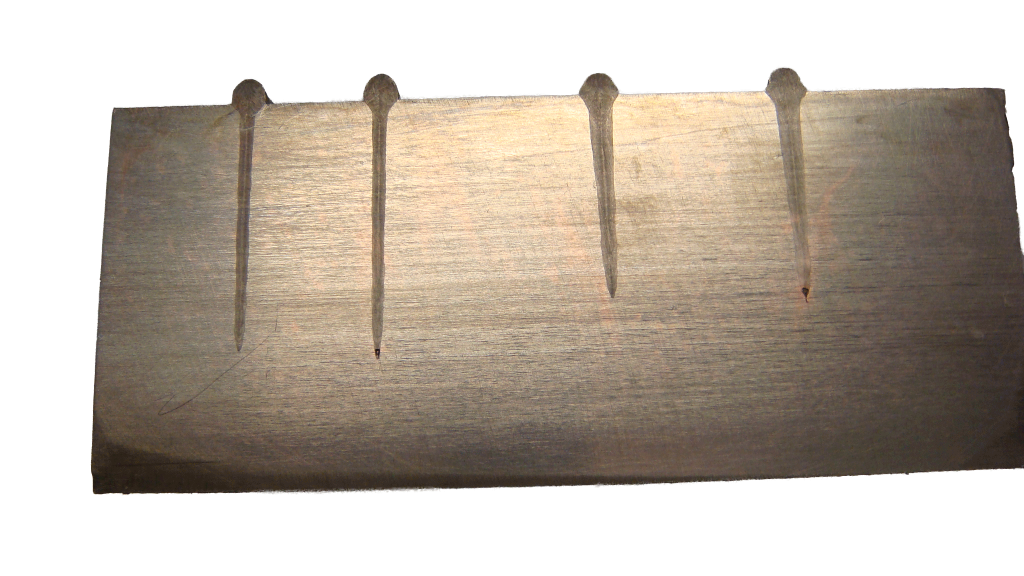
Low distortion: Welds are narrow and parallel
Fully automated welding: Fast welding
High energy concentration: Variable to suit joint thickness. Welds dissimilar metals.
Applications
Electron beam welding emerged as a production process in the late 1950’s initially used in aerospace and nuclear industries. Since then, it has become a preferred technique for small precision parts requiring very high-quality welds in steel, stainless steel, titanium and other exotic alloys.
Applications for electron beam welding include aerospace, automotive, semi-conductor, electronic components and jewelry. The process has proved very reliable and cost-effective in high volume production due to the advent of small vacuum chamber machines. An advantage of electron beam welding is the ability to weld in areas that are not possible by conventional means since an electron beam can be projected into previously inaccessible locations.
Process
Electron beam welding is usually performed in a high vacuum to prevent dispersion of the electron beam and to eliminate all oxidation. As the electrons strike the workpiece, their energy is converted into heat, instantly melting the metal. Since the electron beam is tightly focused, the effective heat input is much lower than that of traditional arc welding and therefore the effect of welding on the surrounding material is minimal, and the heat-affected zone is small
Distortion is greatly reduced and the workpiece cools rapidly, and while normally an advantage, this can lead to cracking in high-carbon steel if precautions are not taken. Almost all metals can be welded by the process, but the most welded are stainless steels, super-alloys, and reactive and refractory metals. The process is also widely used to perform welds on a variety of dissimilar metal combinations.
The amount of heat input, and thus the penetration, depends on several variables, most notably the number and speed of electrons impacting the workpiece, the diameter of the electron beam, and the travel speed. Greater beam current causes an increase in heat input and penetration, while higher travel speed decreases the amount of heat input and reduces penetration. The diameter of the beam can be varied by moving the focal point with respect to the workpiece – focusing the beam below the surface increases the penetration, while placing the focal point above the surface increases the width of the weld.